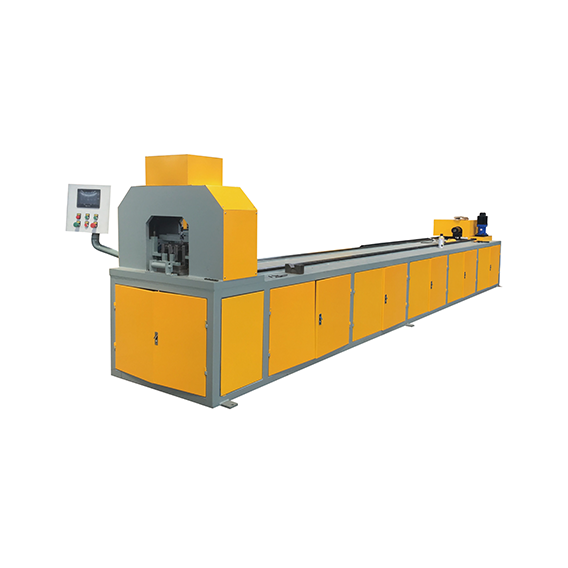
数控小导管冲孔机每日保养维护:
1、操作者有责任维护机器清洁与润滑工作。
2、为了机器操作精准度与液压油使用寿命,确保接好冷却器。
3、保持齿条座滑轨与换位模套内的清洁,并经常充注润滑油。
4、注意液压油免于污染,油质变化,油温变化与油面高度。(油面计2/3以上)
5、机器油压不能超过最大极限。
数控小导管冲孔机安全操作流程:
1、数控冲孔机工必须经过学习,掌握设备的结构、性能,熟悉操作规程经培训合格方可独立操作。
2、正确使用设备上安全保护和控制装置,不得任意拆动。
3、检查机床各传动、连接、润滑等部位及防护保险装置是否正常,夹具、模具螺钉必须牢固,不得移动。
4、机床在工作前应作空运转2-3分钟,检查各按钮等控制装置的灵活性,确认正常后方可使用,不得带病运转。
5、夹具、模具要紧牢固,上、下模对正,保证位置正确,用手搬转机床试冲(空车),确保模具处于良好情况下工作。
6、开车前要注意润滑,取下轨道床面上的一切浮放物品。
7、数控冲孔机起动时或运转冲制中,操作者头、手或身体的任何部位不得进入冲模空间运行区,或机床转动部位,防止夹伤或绞伤。严禁在运行的材料上放置其他物品或运行测量等工作,并时刻注意冲头动作,严禁与他人闲谈。
8、冲制小导管时,因密切注意机器运转情况,确保机器在停止状态下拿取导管。
9、机器在运转时,人员禁止靠近齿条动作附近,禁止接近上、下模具动作附近,严防事故。
10、两人以上共同操作时,负责控制操作者,必须注意送料人的动作,严禁一面取件,一面启动机器冲孔。
11、工作结束时及时停车,切断电源、气源,擦拭机床,整理环境。在规程区域码放好物品。